|



ЭНЦИКЛОПЕДИЯ РАДИОЭЛЕКТРОНИКИ И ЭЛЕКТРОТЕХНИКИ Сварочный трансформатор: расчет и изготовление
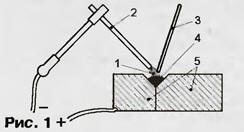
Энциклопедия радиоэлектроники и электротехники / Сварочное оборудование Электродуговая сварка - самый распространенный в промышленности и в быту способ неразъемного соединения металлических деталей. Появившись 120 лет назад, она, благодаря высокой технологичности, быстро и почти повсеместно вытеснила другие способы сварки. Сегодня аппарат для электродуговой сварки - непременная часть оборудования домашней мастерской или мечта ее владельца. В статье рассказывается о том, как рассчитать и изготовить сварочный трансформатор, и дана необходимая информация для грамотного проектирования и изготовления такого устройства в целом. Электрическая дуга была открыта в 1802 г. профессором физики Санкт-Петербургской медико-хирургической академии Василием Владимировичем Петровым. Описывая в 1803 г. это явление, В. В. Петров указал на возможность его практического применения как для освещения, так и для плавления металлов. Но только спустя 80 лет, в 1882 г. талантливому русскому изобретателю Николаю Николаевичу Бенардосу удалось разработать промышленно-пригодный способ электродуговой сварки металлов. По способу Бенардоса (рис. 1) сварочный шов 4 образуется за счет плавления присадочного металлического прутка 3 в электрической дуге 1, горящей между угольным или вольфрамовым электродом 2 и соединяемыми деталями 5.
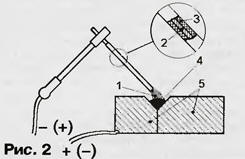
Несколько позже, в 1888 г. Николай Гаврилович Славянов разработал иной способ сварки (рис. 2). Электрическая дуга в данном случае горит между соединяемыми деталями 5 и электродом, из расплавленного металла сердцевины 2 которого образуется шов 4. Газы, выделяющиеся при горении и испарении материала защитного покрытия (обмазки) 3 электрода, защищают расплав от окисления и делают дугу более устойчивой. Первые конструкции сварочных электродов с покрытием были созданы еще Н. Н. Бенардосом. Современный вид им придал шведский инженер Кельберг в 1911 г.
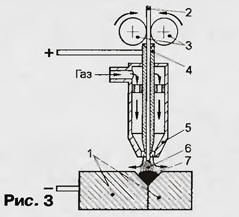
Благодаря простоте и технологичности именно такой способ ручной сварки, иногда обозначаемый аббревиатурой ММА, получил наибольшее распространение. Сварку ведут как постоянным, таки переменным током, причем в первом случае возможны два варианта: с плюсом источника сварочного тока, подключенным к изделию (прямая полярность) или к сварочному электроду (обратная полярность). Полярность, на которую рассчитан сварочный электрод, должна быть указана в его паспортных данных. Чаще всего применяют обратную. Идея сварки под флюсом также принадлежит Н. Г. Славянову. Однако американская фирма "Линде" получила патент на способ сварки стали под слоем порошкообразных, плавящихся в процессе сварки веществ лишь в 1936 г. В СССР подобная технология была разработана и внедрена в производство в 1938-1940 гг. Институтом электросварки АН УССР (ныне им. Евгения Оскаровича Па-тона). Именно этот способ позволил наладить массовый выпуск бронетехники во время Великой Отечественной войны. В период второй мировой войны в США получила развитие автоматизированная сварка металлов в струе аргона или гелия с помощью неплавящегося вольфрамового (TIG) и плавящегося (MIG) электрода. Последний вариант схематически показан на рис. 3. Дуга 6 горит между свариваемыми деталями 1 и проволокой 2, которую по мере плавления подают к месту сварки с помощью валков 3 по направляющей 4. Инертный газ, поступающий через сопло 5, обволакивает зону сварки и защищает расплавленный металл шва 7 от окисления.
В 1952 г. К. В. Любавским и Н. М. Новожиловым была изобретена легированная электродная проволока специального состава, применение которой позволяет вести сварку плавящимся электродом в среде углекислого газа. Именно этот способ (ему присвоена аббревиатура MAG) нашел сегодня широкое применение в автосервисе. Получив некоторое представление о способах электродуговой сварки, познакомимся со свойствами электрической дуги - мощного продолжительного электрического разряда между электродами, находящимися под напряжением в среде ионизированного газа. Процесс ее возникновения начинается со сближения и соприкосновения двух электродов - анода и катода, одним из которых в рассматриваемом случае служит свариваемая деталь. Затем электроды раздвигают и между ними в момент размыкания электрической цепи проскакивает искра, ионизирующая газ в межэлектродном пространстве. Если кратковременно приложить к электродам достаточно высокое для электрического пробоя газового промежутка напряжение, ионизировать газ удается и без первичного короткого замыкания. В образовавшемся за счет начальной ионизации "канале проводимости" электроны под действием электрического поля перемещаются от катода к аноду, развивая значительную скорость. Сталкиваясь с нейтральными атомами газа, они выбивают из них новые электроны, чем поддерживают ионизацию. Это сопровождается выделением большого количества тепла. В результате вещество в столбе дуги, нагретое до 5000...7000°С, переходит в состоянии плазмы. Электроны, достигшие анода, отдают ему свою энергию. Здесь образуется сильно нагретое "анодное пятно". Положительные ионы плазмы движутся к катоду и, отдавая ему энергию, формируют так называемое "катодное пятно". Обычно в дуге преобладает электронная компонента тока, вследствие чего на аноде выделяется больше тепла, чем на катоде. Считается, что на анод приходится 43, а на катод - 36% энергии, остальная рассеивается в столбе дуги. Необходимое условие существования дуги - поддерживаемая ионной бомбардировкой высокая температура катода, благодаря которой происходит эмиссия электронов, ионизирующих газ в столбе дуги. На рис. 4 (кривая 1) показана типичная статическая вольтамперная характеристика электрической дуги [1] для сварочного электрода диаметром 3 мм (сечением приблизительно 7 мм2).
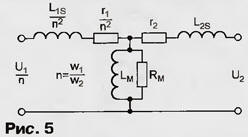
На характеристике выделяют нисходящий (плотность тока в электроде - менее 12 А/мм2), горизонтальный и восходящий (плотность тока - более 80 А/мм2) участки. При сварке постоянным током точка пересечения этой кривой с нагрузочной характеристикой источника тока (кривая 2) должна находиться на горизонтальном участке. Напряжение UД, падающее на дуге, в основном зависит от газового состава среды и очень слабо - от сварочного тока lCB. С точностью, достаточной для практического применения, его вычисляют по эмпирической формуле Uд=Ur+0,05Iсв, где Ur=18 В для воздуха, 14 В - для углекислого газа и 11 В - для смеси последнего с аргоном. Если дуга включена в цепь переменного тока низкой (промышленной) частоты, рабочая точка непрерывно перемещается по нисходящему и горизонтальному участкам характеристики. Так как в конце каждого полупериода ток прекращается, дуга гаснет. Однако в следующем полупериоде, благодаря термоэмиссии электронов с не успевших остыть участков металла и сохраняющейся некоторое время остаточной ионизации газового промежутка, дуга возникает вновь, как только напряжение между электродами достигнет значения, называемого напряжением зажигания. Чтобы добиться устойчивого горения дуги переменного тока, необходимы определенные меры. Применяют, например, специальные электроды, в состав покрытия которых добавлены вещества с низким потенциалом ионизации. Устойчивость дуги улучшается с повышением напряжения холостого хода сварочного источника (его измеряют при отключенной нагрузке). Однако этот параметр ограничен требованиями безопасности обслуживающего персонала и, согласно ГОСТ95-77Е, не должен превышать 80 В. Общепринятый способ получить стабильную дугу при сравнительно низком напряжении холостого хода источника тока - включить последовательно в сварочную цепь индуктивное сопротивление. В результате возникает фазовый сдвиг между током и напряжением. Нулевому мгновенному значению тока, при котором дуга гаснет, соответствует максимум напряжения, вновь ее поджигающего. В этом случае достаточно источника с напряжением холостого хода 60...65 В. К тому же изменением индуктивности можно регулировать сварочный ток. Расплавленный электрической дугой металл электрода поступает каплями [2] в ванну жидкого металла, образующуюся на поверхности свариваемого изделия у основания дуги (это место обычно называют кратером). Процесс начинается с образования слоя расплавленного металла на конце электрода. По мере накопления металл собирается в каплю, которая, в конце концов, перемыкает дуговой промежуток. В этот момент происходит короткое замыкание сварочной цепи, сопровождаемое резким возрастанием тока. Возникающие при этом электромагнитные силы разрывают каплю, а между ней и концом электрода возникает новая дуга. Капля с ускорением падает в кратер, причем часть металла в виде брызг выбрасывается из зоны сварки. Причина появления вокруг шва излишне большого числа застывших капель металла, удалить которые удается лишь с помощью молотка и зубила, зачастую кроется в форме нагрузочной характеристики источника сварочного тока (зависимости его выходного напряжения от тока нагрузки). Для ручной сварки необходима такая характеристика, чтобы ток короткого замыкания |кз превышал номинальный сварочный ток Icв не более чем в два раза [3]. В отличие от ручной, полуавтоматическую сварку в среде защитного газа ведут с большей плотностью тока, соответствующей началу восходящего участка статической вольт-амперной характеристики дуги. Для саморегулирования сварочного процесса здесь требуется жесткая нагрузочная характеристика (кривая 3 на рис. 4). При непрофессиональной ручной электросварке в основном применяют источники переменного тока. Это объясняется простотой и дешевизной последних, хотя качество сварного шва и уступает достижимому на постоянном токе. Еще 10 - 15 лет назад бытовые аппараты для электродуговой сварки промышленность практически не выпускала. Сейчас ситуация изменилась, на рынке представлено довольно много устройств, вполне подходящих по параметрам для бытового применения. Но их цена еще не по карману очень многим. Поэтому самодеятельные конструкторы, как и прежде, пытаются изготовить это чудо техники своими руками. Многие из них, обладая некоторыми практическими навыками ручной сварки, не имеют никакого представления о требованиях, предъявляемых к источнику сварочного тока. В результате аппарат, сделанный "на глазок" из подручных материалов, не обеспечивает необходимого качества сварного шва и небезопасен в эксплуатации. Основной узел сварочного источника переменного тока - специальный, как правило, однофазный сварочный трансформатор. С его помощью понижают напряжение сети до необходимой для сварки величины и одновременно изолируют от сети сварочную цепь. Используемая при расчетах эквивалентная схема трансформатора [4] показана на рис. 5.
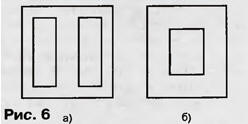
Коэффициент трансформации n - отношение числа витков обмоток w1/w2 (здесь и далее индексы 1 и 2 относятся соответственно к первичной и вторичной обмоткам); U1, U2 - напряжения на обмотках; r1, r2 - их активные сопротивления; Rм - сопротивление потерь в магнитопроводе; Lм - индуктивность намагничивания, связанная с общим для обмоток магнитным потоком; L1s, L2s - индуктивности рассеяния, возникающие из-за того, что часть магнитного потока каждой из обмоток рассеивается в пространстве, не взаимодействуя с другой обмоткой. Пользуясь эквивалентной схемой, можно оценить влияние тех или иных параметров трансформатора на такие важные величины, как напряжение холостого хода и ток короткого замыкания. По конфигурации магнитопровода различают трансформаторы броневые (рис. 6,а) с обмотками, размещенными на центральном керне, и стержневые (рис. 6,б) с обмотками на одном или двух кернах. Для трансформаторов стержневой конструкции характерны повышенный КПД и лучшие условия охлаждения обмоток. Последнее дает возможность, задав повышенную плотность тока, уменьшить расход обмоточного провода. Поэтому сварочные трансформаторы, за редким исключением, делают стержневыми. Магнитопровод обычно набирают из листовой электротехнической (трансформаторной) стали толщиной 0,35...0,5 мм.
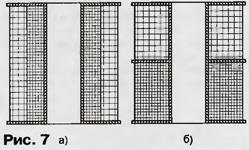
Обмотки трансформаторов бывают цилиндрическими и дисковыми. Цилиндрические (рис. 7,а) намотаны одна поверх другой. Расстояние между ними минимально, и практически весь магнитный поток первичной обмотки взаимодействует со вторичной. Поэтому индуктивности рассеяния L1s и L2s невелики, ток короткого замыкания ограничен лишь активным сопротивлением обмоток и во много раз превосходит рабочий. Как было сказано ранее, трансформатор с такой нагрузочной характеристикой для ручной сварки непригоден. Его необходимо дополнять балластным резистором (реостатом) или дросселем.
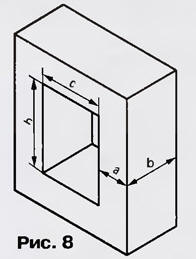
Эти элементы сильно увеличивают габариты и массу сварочного источника, а неизбежные потери энергии в них уменьшают его КПД. В трансформаторах с дисковыми обмотками (рис. 7,б) значительная часть магнитного потока первичной обмотки минует вторичную. В результате последовательно включенные в сварочную цепь индуктивности рассеяния L1s и L2s больше, чем в предыдущем случае, и их реактивное сопротивление существенным образом влияет на ток короткого замыкания вторичной обмотки. Как уже было отмечено, наличие индуктивности в сварочной цепи благоприятно и для устойчивого горения дуги. Поэтому трансформаторы с дисковыми обмотками лучше всего подходят для ручной сварки на переменном токе. Иногда их обмотки делают подвижными и, изменяя расстояние между ними, регулируют индуктивность рассеяния, а с ней и сварочный ток. Специфика работы сварочного трансформатора состоит в том, что его нагрузка непостоянна. Обычно считают, что доля времени работы под нагрузкой в цикле, состоящем из собственно сварки и паузы, не превышает 60%. Для бытовых сварочных трансформаторов нередко принимают еще меньшую величину - 20%, что позволяет без значительного ухудшения теплового режима увеличить плотность тока в обмотках трансформатора и уменьшить площадь окна его магнитопровода, необходимую для размещения обмоток. При сварочном токе до 150 А считают допустимой плотность тока в медной обмотке 8 А/мм2, в алюминиевой - 5 А/мм2 [5]. При заданной мощности габариты и масса трансформатора будут минимальны, если индукция в его магнитопроводе достигает максимально-допустимого для выбранного материала значения. Но самодеятельный конструктор обычно не знает этой величины, так как имеет дело с электротехнической сталью неизвестной марки. Чтобы избежать неожиданностей, индукцию обычно занижают, что приводит к неоправданному увеличению размеров трансформатора. Воспользовавшись приводимой ниже методикой, можно определить магнитные характеристики любой трансформаторной стали, имеющейся в распоряжении. Из этой стали собирают "экспериментальный" магнитопровод сечением 5... 10 см2 (произведение размеров а и b на рис. 8) и наматывают на один из его кернов 50... 100 витков мягкого изолированного провода сечением 1,5...2,5 мм2. Для дальнейших расчетов необходимо найти по формуле lср = 2h + 2с + 3,14а среднюю длину магнитной силовой линии и измерить активное сопротивление обмотки rобм.
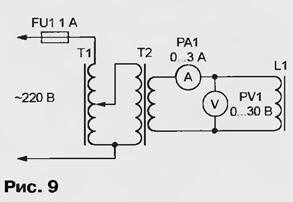
Далее по схеме, показанной на рис. 9, собирают испытательную установку. Т1 - лабораторный регулируемый автотрансформатор (ЛАТР); L1 - обмотка на "экспериментальном" магнитопроводе. Габаритная мощность понижающего трансформатора Т2 - не менее 63 В-А, коэффициент трансформации - 8... 10.
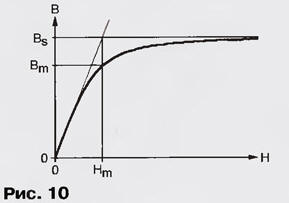
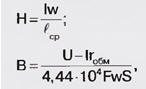
Постепенно увеличивая напряжение, строят зависимость индукции в магнитопроводе В, Тл, от напряженности магнитного поля Н, А/м, подобную показанной на рис. 10, вычисляя эти величины по формулам:
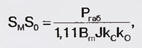
где U и I - показания вольтметра PV1, В, и амперметра РА1, A; F - частота, Гц; S - площадь сечения "экспериментального" магнитопровода, см2 ; w - число витков его обмотки. Из полученного графика находят, как показано на рисунке, индукцию насыщения Bs, максимальную индукцию Bm и максимальную напряженность переменного магнитного поля Нт. Для примера рассчитаем сварочный трансформатор, предназначенный для работы от сети переменного тока 220 В, 50 Гц, задавшись напряжением холостого хода Uxx=65 В и максимальным током сварки Imax =150 А. Габаритная мощность трансформатора Pгаб=Uxx·Imax = 65·150=9750 В·А. По известной формуле определяем произведение площади сечения магнитопровода SM на площадь его окна So:
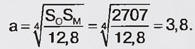
где J - плотность тока в обмотках, А/мм2; кс=0,95 - коэффициент заполнения сечения магнитопровода сталью; Kо=0,33...0,4 - коэффициент заполнения его окна медью (алюминием). Предположим, Bm=1.42 Тл, первичная обмотка намотана медным проводом, вторичная - алюминиевым (берем среднее значение плотности тока J=6.5A/мм2): SMSo=9750/(1,11·1,42·6,5·0,37·0,95)= = 2707 см4. Для стержневых трансформаторов рекомендованы [6] следующие соотношения размеров (см. рис. 8): Ь/а-2; с/а=1,6; h/a=2,5...5. Выбрав h/a=4, вычислим размер а, см:
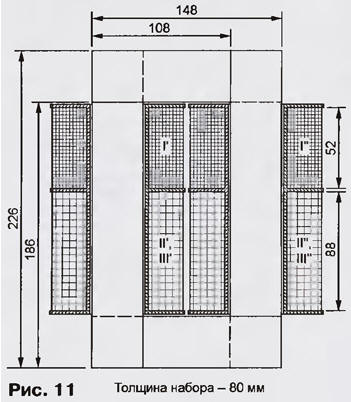
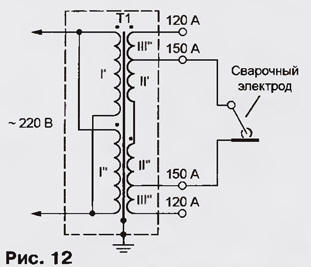
Приняв а=40 мм, найдем остальные размеры магнитопровода: b=2а=80мм; с=1,6а=32 мм; h=4а=160мм. ЭДС одного витка обмотки трансформатора на таком магнитопроводе Eв=2,22-10-4Bmabkc=2,22·10-4·1,42·3200·0,95 = 0,958 В. Число витков вторичной обмотки w2=Uxx/Eв=65/0,958=68. Сечение провода вторичной обмотки S2=Imax/J=150/5=30 мм2 (J=5 А/мм2, так как провод вторичной обмотки алюминиевый). Число витков первичной обмотки w1=U1/EB=220/0,958=230. Максимальный ток первичной обмотки I1max=lmax·w2/w1=150-68/230=44,35 А. Сечение медного провода первичной обмотки S1=l1M/J=44,35/8=5,54 мм2. Как первичную, так и вторичную обмотки трансформатора стержневой конструкции обычно делят на две одинаковые части, размещая их на двух кернах магнитопровода. Каждая из последовательно соединенных частей первичной обмотки - 115 витков провода диаметром не менее 2,65 мм. Если же части первичной катушки предполагают соединять параллельно, каждая должна содержать по 230 витков провода вдвое меньшего сечения - диаметром не менее 1,88 мм. Аналогичным образом делят на две части и вторичную обмотку. Если обмотки выполняют цилиндрическими, для получения падающей нагрузочной характеристики трансформатора последовательно со вторичной следует включить резистор сопротивлением 0,2...0,4 Ом из нихромового провода диаметром не менее 3 мм. Для трансформатора с дисковыми обмотками этот резистор не потребуется. К сожалению, точный расчет индуктивности рассеяния такого трансформатора практически невозможен, так как она зависит даже от расположения близлежащих металлических предметов. На практике расчет ведут методом последовательных приближений с корректировкой моточных и конструктивных данных трансформатора по результатам испытаний изготовленных образцов. Подробную методику можно найти в [7]. В любительских условиях трудно изготовить трансформатор с подвижными (для регулировки тока) обмотками. Чтобы получить несколько фиксированных значений тока, делают вторичную обмотку с отводами. Более точную регулировку (в сторону уменьшения тока) производят, добавляя в цепь своеобразную катушку индуктивности - укладывая сварочный кабель в бухту. Прежде чем приступить к изготовлению рассчитанного трансформатора, целесообразно убедиться, что его обмотки разместятся в окне магнитопровода с учетом необходимых технологических зазоров, толщины материала, из которого изготовлен каркас, и других факторов. Размеры с и h (см. рис. 8) необходимо "подогнать" таким образом, чтобы в каждом слое обмотки уложилось целое число витков выбранного провода, а число слоев также было целым или немного меньшим ближайшего целого. Следует предусмотреть место для межслойной и межобмоточной изоляции. Наиболее удачный вариант не всегда получают с первой попытки, зачастую приходится неоднократно и довольно существенно корректировать ширину и высоту окна магнитопровода. Проектируя цилиндрические обмотки, необходимо оптимальным образом выбрать размеры их секций. Обычно для вторичной обмотки, намотанной толстым проводом, отводят больше места, чем для первичной. Эскиз конструкции трансформатора на два значения сварочного тока - 120 и 150 А - показан на рис. 11, а схема его включения - на рис. 12.
Меньшему току соответствует большее число витков вторичной обмотки. Это не ошибка. Известно, что напряжение обмотки пропорционально числу ее витков, а индуктивность рассеивания растет пропорционально квадрату их числа. В результате ток уменьшается. Обмотки размещены на двух каркасах из листового стеклотекстолита толщиной 2 мм. Секции первичной и вторичной обмоток на каждом каркасе разделены изолирующей щечкой из того же материала. Отверстия в каркасах для магнитопровода на 1,5...2 мм шире и длиннее поперечного сечения последнего. Это избавляет от проблем при сборке. Чтобы не допустить деформации каркаса, во время намотки его плотно насаживают на деревянную оправку. Первичная обмотка состоит из двух секций (I' и I"), расположенных на разных каркасах и соединенных параллельно. Каждая из секций - 230 витков провода ПЭВ-2 диаметром 1,9 мм. Если в наличии имеется провод диаметром 2,7 мм, в секциях можно намотать по 115 витков, но соединить их придется последовательно. Каждый слой провода перед намоткой следующего следует уплотнить легкими ударами деревянного молотка и промазать пропиточным лаком. В качестве межслойной изоляции подойдет прессшпан (злектрокартон) толщиной 0,5... 1 мм. Для вторичной обмотки автором была применена алюминиевая шина сечением 30 мм2 (5x6 мм). Если имеется шина приблизительно такой же площади поперечного сечения, но другого размера, придется немного изменить ширину секций каркаса, чтобы разместить обмотку. Неизолированную шину перед намоткой следует плотно обмотать киперной лентой или тонкой хлопчатобумажной тканью, предварительно разрезанной на полосы шириной 20 мм. Толщина изоляции - не более 0,7 мм Секции II' и II" имеют по 34, секции III' и III" - по 8 витков. Шину укладывают на каркас в два слоя широкой стороной к магнитопроводу. Каждый слой уплотняют легкими ударами деревянного молотка и обильно промазывают пропиточным лаком. Изготовленные катушки следует просушить. Температура и продолжительность сушки зависят от марки пропиточного лака. Магнитопровод трансформатора набран из пластин холоднокатаной трансформаторной стали толщиной 0,35 мм. В отличие от почти черной горячекатаной стали поверхность листа холоднокатаной - белая. Можно воспользоваться листовой сталью из магнитопроводов вышедших из строя трансформаторов, устанавливаемых на трансформаторных подстанциях. Сталь желательно испытать по методике, о которой рассказано выше. Если полученное опытным путем значение максимальной индукции Вm значительно отличается от принятого при расчете (1,42 Тл), последний придется повторить и учесть результаты при изготовлении трансформатора. Стальные листы рубят в направлении проката на полосы шириной 40 мм, которые разрезают на пластины длиной 108 и 186 мм. Заусенцы удаляют надфилем или напильником с мелкой насечкой. Магнитопровод собирают "впе-рекрышку" с возможно меньшими зазорами на стыках пластин. Готовый трансформатор помещают в защитный кожух из немагнитного материала, например, алюминия. В кожухе обязательно делают вентиляционные отверстия. К сети 220 В трансформатор подключают кабелем с медными силовыми жилами сечением не менее 6 мм2 и заземляющим проводом, который соединяют с магнитопроводом трансформатора и его защитным кожухом. Сетевая розетка должна быть трехконтактной (третий - заземлен), рассчитанной на ток не менее 63 А. Выводы вторичных обмоток надежно соединяют с резьбовыми латунными шпильками диаметром 8...10 мм, установленными на термостойкой диэлектрической панели, укрепленной на защитном кожухе трансформатора. В качестве сварочных пригодны мягкие медные провода сечением 16...25 мм2. Электроды для сварки (в случае отсутствия готовых) можно сделать самостоятельно, воспользовавшись, например, рекомендациями из [8]. Проволоку диаметром 2...6 мм из мягкой малоуглеродистой стали делят на прямые отрезки длиной по 300...400 мм. Обмазку готовят из 500 г мела и 190 г жидкого стекла, разведя их стаканом воды. Этого количества хватит на 100-200 электродов. Подготовленные отрезки проволоки погружают в обмазку почти на всю длину, оставляя непокрытыми только концы длиной приблизительно 20 мм, вынимают и сушат при температуре 20...30°С. Такие электроды пригодны для сварки как переменным, так и постоянным током. Разумеется, они могут служить лишь временной альтернативой выпущенным промышленным способом. Для выполнения ответственных работ ими пользоваться не стоит. Литература
Автор: В.Володин, г.Одесса, Украина
Чувства кота, ожидаюшего возвращения хозяина
16.07.2026 Целесообразность приема пробиотиков после курса антибиотиков
16.07.2026 Резкое похудение и возврат веса могут навредить сердцу
15.07.2026
▪ Цитрусовые волокна как экологичная альтернатива яйцам и маслу ▪ Принцип устройства камеры - глаз насекомого ▪ Чем пахнет трещина в пластмассе ▪ Микробы останавливают цветение воды
▪ раздел сайта Основы первой медицинской помощи (ОПМП). Подборка статей ▪ статья Кинематограф. История изобретения и производства ▪ статья Какую реку пытался переплыть Ермак после нападения хана Кучума? Подробный ответ ▪ статья Машинист бульдозера и скрепера. Должностная инструкция
Главная страница | Библиотека | Статьи | Карта сайта | Отзывы о сайте
www.diagram.com.ua |


 Оставьте свой комментарий к этой статье:
Оставьте свой комментарий к этой статье: