|



ИСТОРИЯ ТЕХНИКИ, ТЕХНОЛОГИИ, ПРЕДМЕТОВ ВОКРУГ НАС
Суппорт. История изобретения и производства
Справочник / История техники, технологии, предметов вокруг нас Суппорт (от англ. и франц. support, от позднелат. supporto - поддерживаю) - узел, предназначенный для крепления и ручного либо автоматического перемещения инструмента, например, в станках. Суппорт обычно состоит из резцедержателя и промежуточных деталей типа салазок, обеспечивающих заданное направление движения инструмента.
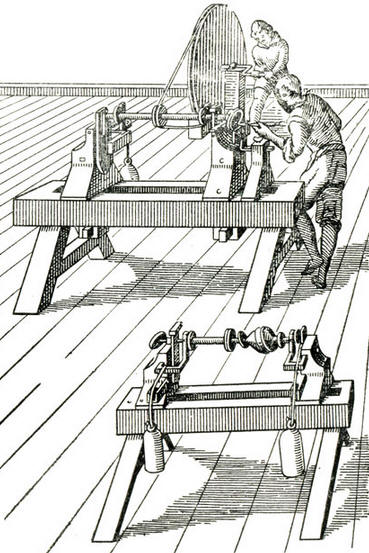
Одним из важнейших достижений машиностроения в начале XIX века стало распространение металлорежущих станков с суппортами - механическими держателями для резца. Каким бы простым и, на первый взгляд, незначительным ни казался этот придаток к станку, можно без преувеличения сказать, что его влияние на усовершенствование и распространение машин было так же велико, как влияние изменений, произведенных Уаттом в паровой машине. Введение суппорта разом повлекло за собой усовершенствование и удешевление всех машин, дало толчок к новым усовершенствованиям и изобретениям. Токарный станок имеет весьма древнюю историю, причем с годами его конструкция менялась очень незначительно. Возможно, принцип его устройства был подсказан людям гончарным кругом. Приводя во вращение кусок дерева, мастер с помощью долота мог придать ему самую причудливую цилиндрическую форму. Для этого он прижимал долото к быстро вращающемуся куску дерева, отделял от него круговую стружку и постепенно давал заготовке нужные очертания. В деталях своего устройства станки могли довольно значительно отличаться друг от друга, но вплоть до конца XVIII века все они имели одну принципиальную особенность: при обработке заготовка вращалась, а резец находился в руках мастера. Исключения из этого правила были очень редкими, и их ни в коем случае нельзя считать типичными для этой эпохи. Например, держатели для резца получили распространение в копировальных станках. С помощью таких станков работник, не обладавший особыми навыками, мог изготовлять затейливые изделия очень сложной формы. Для этого пользовались бронзовой моделью, имевшей вид изделия, но большего размера (обычно 2:1).
Нужное изображение получали на заготовке следующим образом. Станок оборудовался двумя суппортами, позволявшими вытачивать изделия без участия руки работника: в одном был закреплен копировальный палец, в другом - резец. Неподвижный копировальный палец имел вид стержня, на заостренном конце которого помешался маленький ролик. К ролику копировального пальца специальной пружиной постоянно прижималась модель. Во время работы станка она начинала вращаться и в соответствии с выступами и впадинами на своей поверхности совершала колебательные движения. Эти движения модели через систему зубчатых колес передавались вращающейся заготовке, которая повторяла их. Заготовка находилась в контакте с резцом, подобно тому, как модель находилась в контакте с копировальным пальцем. В зависимости от рельефа модели заготовка то приближалась к резцу, то удалялась от него. При этом менялась и толщина стружки. После многих проходов резца по поверхности заготовки возникал рельеф, аналогичный имевшемуся на модели, но в меньшем масштабе. Копировальный станок был очень сложным и дорогим инструментом. Приобрести его могли лишь весьма состоятельные люди. В первой половине XVIII века, когда возникла мода на точеные изделия из дерева и кости, токарными работами занимались многие европейские монархи и титулованная знать. Для них большей частью и предназначались копировальные станки. Например, такой станок (изготовленный, как можно предполагать, замечательным русским механиком Нартовым) был в 1712 году установлен в мастерской русского царя Петра Первого.
Суппорты применялись на некоторых станках в часовом производстве, поскольку с их помощью было проще вытачивать высокоточные детали часовых механизмов. В конце столетия их начинают устанавливать и на токарные станки. В 10-м томе "Энциклопедии" Дидро впервые было помещено изображение простейшего крестового суппорта большого токарного станка. Этот суппорт мог вращаться вокруг оси и с помощью винта приближаться к обрабатываемой детали, однако он не мог перемещаться вдоль нее. Но широкого распространения в токарном деле эти приспособления не получили. Простой токарный станок вполне удовлетворял всем потребностям человека вплоть до второй половины XVIII века. Однако с середины столетия все чаще стала возникать необходимость обрабатывать с большой точностью массивные железные детали. Валы, винты различной величины, зубчатые колеса были первыми деталями машин, о механическом изготовлении которых встал вопрос тотчас же после их появления, так как они требовались в огромном количестве. Особенно остро нужда в высокоточной обработке металлических заготовок стала ощущаться после внедрения в жизнь великого изобретения Уатта. Как уже говорилось, изготовление деталей для паровых машин оказалось очень сложной технической задачей для того уровня, которого достигло машиностроение XVIII века. Обычно резец укреплялся на длинной крючкообразной палке. Рабочий держал его в руках, опираясь как на рычаг на специальную подставку. Этот труд требовал больших профессиональных навыков и большой физической силы. Любая ошибка приводила к порче всей заготовки или к слишком большой погрешности обработки.
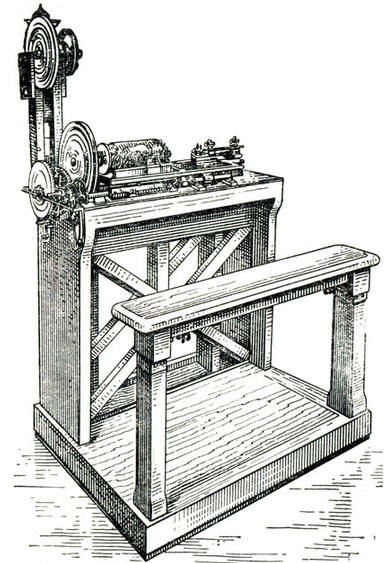
В 1765 году из-за невозможности рассверлить с достаточной точностью цилиндр длиною в два фута и диаметром в шесть дюймов Уатт вынужден был прибегнуть к ковкому цилиндру. Расточка цилиндра длиною в девять футов и диаметром в 28 дюймов допускала точность до "толщины маленького пальца". Нечего и говорить, что такая "точность" при изготовлении парового двигателя была совершенно недостаточна. Положение можно было поправить только одним способом: надо было создать машины для производства машин. Машины должны были заменить собой высококвалифицированных рабочих, которых было мало, и обеспечить массовый выпуск дешевых и надежных машин. С начала XIX века начался постепенный переворот в машиностроении. На место старому токарному станку один за другим приходят новые высокоточные автоматические станки, оснащенные суппортами. Начало этой революции положил токарный винторезный станок английского механика Генри Модсли, позволявший автоматически вытачивать винты и болты с любой нарезкой.
Вообще нарезка винтов долго оставалась сложной технической задачей, поскольку требовала высокой точности и мастерства. Механики давно задумывались над тем, как упростить эту операцию. Еще в 1701 году в труде Ш. Плюме описывался способ нарезки винтов с помощью примитивного суппорта. Для этого к заготовке припаивали отрезок винта в качестве хвостовика. Шаг напаиваемого винта должен был быть равен шагу того винта, который нужно было нарезать на заготовке. Затем заготовку устанавливали в простейших разъемных деревянных бабках; передняя бабка поддерживала тело заготовки, а в заднюю вставлялся припаянный винт. При вращении винта деревянное гнездо задней бабки сминалось по форме винта и служило гайкой, вследствие чего вся заготовка перемещалась в сторону передней бабки. Подача наоборот была такова, что позволяла неподвижному резцу резать винт с требуемым шагом. Подобного же рода приспособление было на токарно-винторезном станке 1785 года, который был непосредственным предшественником станка Модсли. Здесь нарезка резьбы, служившая образцом для изготавливаемого винта, наносилась непосредственно на шпиндель, удерживавший заготовку и приводивший ее во вращение. (Шпинделем называют вращающийся вал токарного станка с устройством для зажима обрабатываемой детали.) Это давало возможность делать нарезку на винтах машинным способом: рабочий приводил во вращение заготовку, которая за счет резьбы шпинделя, точно так же как в приспособлении Плюме, начинала поступательно перемещаться относительно неподвижного резца, который рабочий держал на палке. Таким образом на изделии получалась резьба, точно соответствующая резьбе шпинделя. Впрочем, точность и прямолинейность обработки зависели здесь исключительно от силы и твердости руки рабочего, направлявшего инструмент. В этом заключалось большое неудобство. Кроме того, резьба на шпинделе была всего 8-10 мм, что позволяло нарезать только очень короткие винты. Винторезный станок, сконструированный Модсли, представлял собой значительный шаг вперед. История его изобретения так описывается современниками. В 1794-1795 годах Модсли, еще молодой, но уже весьма опытный механик, работал в мастерской известного изобретателя Брамы. Основными изделиями мастерской были придуманные Брамой ватер-клозеты и замки. Спрос на них был очень широкий, а ручным способом изготавливать их было трудно. Перед Брамой и Модсли стояла задача увеличить число деталей, изготавливаемых на станках. Однако старый токарный станок был для этого неудобен. Начав работу по его усовершенствованию, Модсли в 1794 году снабдил его крестовым суппортом. Нижняя часть суппорта (салазки) устанавливалась на одной раме с задней бабкой станка и могла скользить вдоль ее направляющей. В любом ее месте суппорт мог быть прочно закреплен при помощи винта. На нижних салазках находились верхние, устроенные подобным же образом. С помощью них резец, закрепленный винтом в прорези на конце стального бруска, мог перемещаться в поперечном направлении. Движение суппорта в продольном и поперечном направлениях происходило с помощью двух ходовых винтов. Подвинув резец с помощью суппорта вплотную к заготовке, жестко установив его на поперечных салазках, а затем перемещая вдоль обрабатываемой поверхности, можно было с большой точностью срезать лишний металл. При этом суппорт выполнял функцию руки рабочего, удерживающего резец. В описываемой конструкции, собственно, не было еще ничего нового, но она была необходимым шагом к дальнейшим усовершенствованиям. Уйдя вскоре после своего изобретения от Брамы, Модсли основал собственную мастерскую и в 1798 году создал более совершенный токарный станок. Этот станок стал важной вехой в развитии станкостроения, так как он впервые позволил автоматически производить нарезку винтов любой длины и любого шага. Как уже говорилось, слабым местом прежнего токарного станка было то, что на нем можно было нарезать только короткие винты. Иначе и быть не могло - ведь там не было суппорта, рука рабочего должна была оставаться неподвижной, а двигалась сама заготовка вместе с шпинделем. В станке Модсли заготовка оставалась неподвижной, а двигался суппорт с закрепленным в нем резцом. Для того чтобы заставить суппорт перемещаться на нижних салазках вдоль станка, Модсли соединил с помощью двух зубчатых колес шпиндель передней бабки с ходовым винтом суппорта. Вращающийся винт вкручивался в гайку, которая тянула за собой салазки суппорта и заставляла их скользить вдоль станины. Поскольку ходовой винт вращался с той же скоростью, что и шпиндель, то на заготовке нарезалась резьба с тем же шагом, что была на этом винте. Для нарезки винтов с различным шагом при станке имелся запас ходовых винтов. Автоматическое нарезание винта на станке происходило следующим образом. Заготовку зажимали и обтачивали до нужных размеров, не включая механической подачи суппорта. После этого соединяли ходовой винт со шпинделем, и винтовая нарезка осуществлялась за несколько проходов резца. Обратный отход суппорта каждый раз делался вручную после отключения самоходной подачи. Таким образом, ходовой винт и суппорт полностью заменяли руку рабочего. Мало того, они позволяли нарезать резьбу гораздо точнее и быстрее, чем на прежних станках. В 1800 году Модсли внес замечательное усовершенствование в свой станок - взамен набора сменных ходовых винтов он применил набор сменных зубчатых колес, которые соединяли шпиндель и ходовой винт (их было 28 с числом зубьев от 15 до 50). Теперь можно было при помощи одного ходового винта получать различные резьбы с разнообразным шагом. В самом деле, если требовалось, например, получить винт, у которого ход в n раз меньше, чем у ходового, нужно было заставить заготовку вращаться с такой скоростью, чтобы она делала n оборотов за то время, пока ходовой винт делал только один оборот. Поскольку ходовой винт получал свое вращение от шпинделя, этого было легко добиться, вставив между шпинделем и винтом одно или несколько зубчатых передаточных колес. Зная число зубьев на каждом колесе, нетрудно было получить требуемую скорость. Меняя комбинацию колес, можно было добиваться разного эффекта, например, нарезать правую резьбу вместо левой.
На своем станке Модсли выполнял нарезку резьб с такой изумительной точностью и аккуратностью, что это казалось современникам почти чудом. Он, в частности, нарезал регулировочные винт и гайку для астрономического прибора, который в течение долгого времени считался непревзойденным шедевром точности. Винт имел пять футов длины и два дюйма в диаметре с 50-ю витками на каждый дюйм. Резьба была такой мелкой, что ее невозможно было рассмотреть невооруженным глазом. В скором времени усовершенствованный Модсли станок получил повсеместное распространение и послужил образцом для многих других металлорежущих станков. В 1817 году был создан строгальный станок с суппортом, позволивший быстро обрабатывать плоские поверхности. В 1818 году Уитни придумал фрезерный станок. В 1839 году появился карусельный станок и т.д. Выдающееся достижение Модсли принесло ему громкую и заслуженную славу. Действительно, хотя Модсли нельзя считать единственным изобретателем суппорта, его несомненная заслуга состояла в том, что он выступил со своей идеей в самый нужный момент и облек ее в наиболее совершенную форму. Другая его заслуга была в том, что он внедрил идею суппорта в массовое производство и тем способствовал ее окончательному распространению. Он же первый установил, что каждый винт определенного диаметра должен иметь резьбу с определенным шагом. До тех пор пока винтовая нарезка наносилась вручную, каждый винт имел свои особенности. Для всякого винта изготовлялась своя гайка, обычно не подходившая ни к какому другому винту. Введение механизированной нарезки обеспечило единообразие всех резьб. Теперь любой винт и любая гайка одного диаметра подходили друг к другу вне зависимости от того, где они были изготовлены. Это было начало стандартизации деталей, имевшей чрезвычайно большое значение для машиностроения.
Один из учеников Модсли, Джеймс Несмит, в последующем сам сделавшийся выдающемся изобретателем, писал в своих воспоминаниях о Модсли как о зачинателе стандартизации: "Он перешел к распространению важнейшего дела единообразия винтов. Можно назвать это усовершенствованием, но вернее будет назвать это переворотом, произведенным Модсли в машиностроении. До него не было никакой системы в соотношении между числом витков нарезки винтов и их диаметром. Каждый болт и гайка были пригодны только друг для друга и не имели ничего общего с болтом соседних размеров. Поэтому все болты и соответствующие им гайки получали специальные маркировки, обозначавшие принадлежность их друг к другу. Любое смешение их вело к бесконечным затруднениям и расходам, неэффективности и неразберихи - часть машинного парка должна была постоянно использоваться для ремонта. Только тот, кто жил в относительно ранние дни производства машин, может иметь правильное представление о неприятностях, препятствиях и расходах, которые вызывало подобное положение, и только тот правильно оценит великую заслугу, оказанную Модсли машиностроению". Автор: Рыжов К.В.
▪ Бакелит
Чувства кота, ожидаюшего возвращения хозяина
16.07.2026 Целесообразность приема пробиотиков после курса антибиотиков
16.07.2026 Резкое похудение и возврат веса могут навредить сердцу
15.07.2026
▪ Первые гонки на молекулярных машинах ▪ Популярность ЖК-телевизоров растет ▪ Рекорд скорости в сети 5G от Ericsson ▪ Реакция на сигарету зависит от представлений о ее составе ▪ Нанопровода для кремниевой фотоники
▪ раздел сайта Электрические счетчики. Подборка статей ▪ статья И снова бой! Покой нам только снится. Крылатое выражение ▪ статья Как используют промышленный мусор в Японии? Подробный ответ ▪ статья Пайка алюминия в домашних условиях. Энциклопедия радиоэлектроники и электротехники
Главная страница | Библиотека | Статьи | Карта сайта | Отзывы о сайте
www.diagram.com.ua |



 Смотрите другие статьи раздела
Смотрите другие статьи раздела 