 Бесплатная техническая библиотека
Бесплатная техническая библиотека
Изготовление мелкомодульных тарельчатых шестерен. Советы моделисту

Справочник / Аппаратура радиоуправления
 Комментарии к статье
Комментарии к статье
В массовом моделизме тарельчатые зубчатые колеса с торцевым расположением зуба используются довольно часто. Например, при изготовлении моделей гоночных автомобилей. Вращение с вала электродвигателя на заднюю ось удобно передавать зубчатой парой: цилиндрической шестерней на валу двигателя и тарельчатой (с торцевым расположением зуба), закрепленной на задней оси. И вот здесь, при всей кажущейся простоте конструкции передачи, возникает непростая технологическая задача ее реализации. Это, пожалуй, самое "узкое" место при изготовлении моделей даже для опытного моделиста.
Конечно, для ответственных спортивных соревнований модели комплектуют металлическими шестернями (стальными или бронзовыми), для изготовления которых привлекают специалистов-профессионалов. Ну а что делать начинающим моделистам, обычным школьникам 5-6-х классов? Отсутствие шестерен часто ставит крест на их занятиях моделизмом.
Особенно дефицитной всегда считалась тарельчатая шестерня. Изготовить такую вручную школьникам не под силу. Поэтому, чтобы поддержать начинающих моделистов, я разработал упрощенную технологию изготовления "зубчаток" из термопластических материалов, например полиэтилена, с помощью специальных пресс-форм.
В этой статье речь пойдет об отливке тарельчатых шестерен. Одним из самых важных определяющих параметров в зубчатых передачах является модуль зацепления m (мм). Только зубчатая пара с одинаковым модулем может обеспечить нормальное зацепление и быть использована при изготовлении моделей. Основные параметры шестерни определяются по формуле:
m = D/(z+2),
где: D - наружный диаметр шестерни, мм; z - число зубьев.
Величины модулей зацепления стандартизированы. Для шестерен из металла можно принять небольшой модуль: 0,5-0,6 мм. Но поскольку пластмасса, особенно используемый нами полиэтилен, по прочности уступает металлам, то приходится использовать более крупные модули (в нашем случае m = 0,8 мм, z = 26), так как с увеличением модуля увеличивается величина зуба в целом, а следовательно, и его прочность.
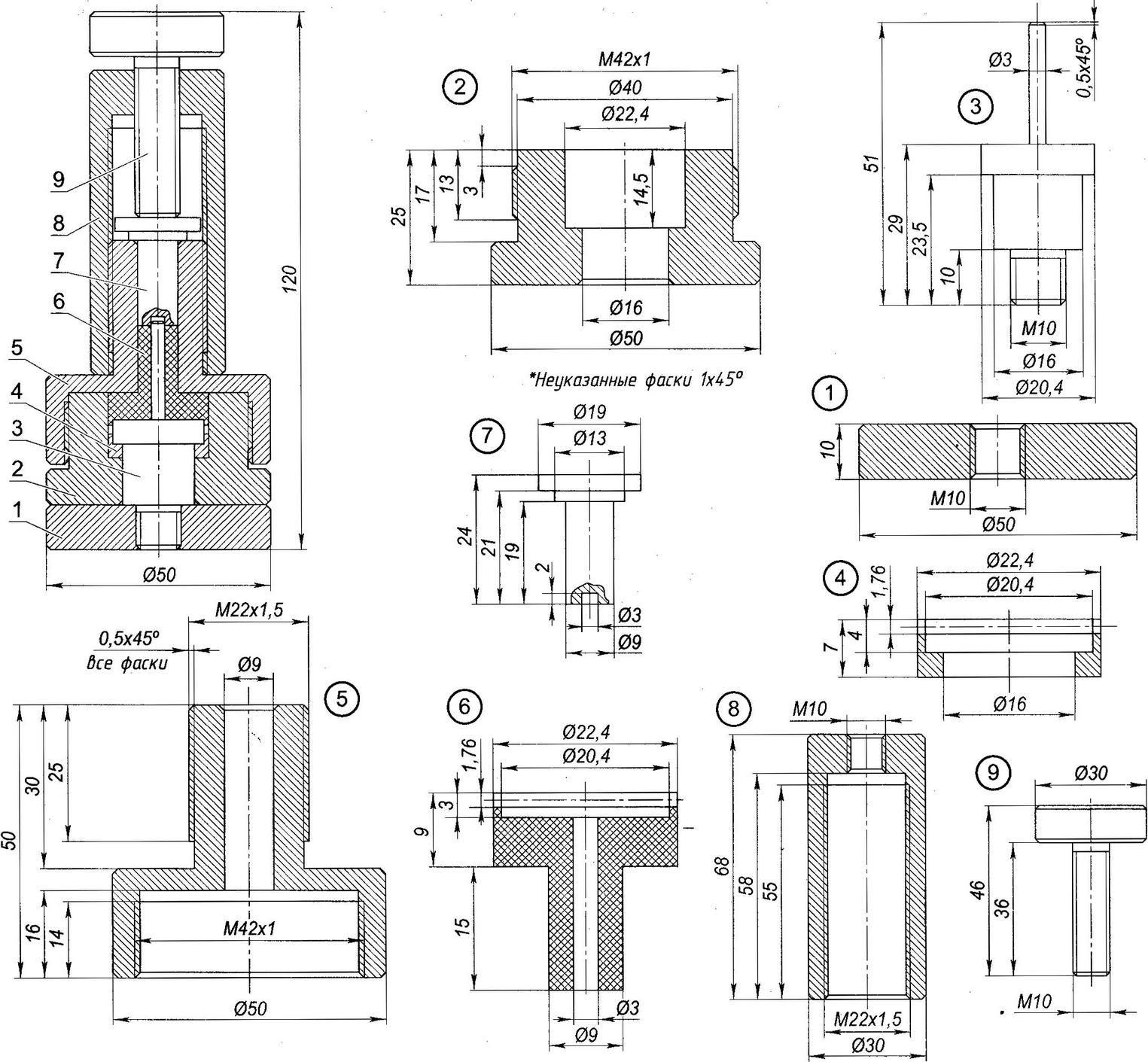
Пресс-форма для изготовления пластмассовых мелкомодульных тарельчатых шестерен (нажмите для увеличения): 1 - основание (круг 50); 2 - донышко (круг 50); 3 - вкладыш (круг 22); 4 - матрица (круг 22); 5 - корпус (круг 50); 6 - шестерня (полиэтилен, полистирол, капрон); 7 - пуансон (круг 20); 8 - стакан (круг 30); 9 - винт (круг 30); материал дет. 2, 3, 4 - латунь, бронза; 1, 5, 7, 8, 9 - сталь 45
Для получения необходимой шестерни, причем в нескольких экземплярах (чтобы хватило всем кружковцам-моделистам), проектируем и изготавливаем пресс-форму. Сделать ее не очень сложно: в основном это токарная работа, детали малогабаритные, а подходящее оборудование, как правило, в школьных мастерских имеется. При вытачивании деталей следует обращать внимание на чистоту поверхностей и точность сопряжения пуансона с корпусом, а также донышка, вкладыша и матрицы - от этого зависят точность и качество готовых шестерен. Единственная деталь, которая может вызвать трудности при изготовлении, - матрица. На ее торцевой поверхности (так же, как и на изготавливаемой шестерне) следует нарезать зубья с модулем m = 0,8 мм.
Чтобы обеспечить необходимое качество, эту операцию предпочтительнее производить на специальном зуборезном станке. Но в кружках по моделизму такого оборудования нет (во всяком случае, я не встречал), а заказывать на стороне не всем по карману. Поэтому, как компромиссный вариант, можно обработать зубья матрицы на обычном фрезерном станке модульной фрезой с использованием делительной головки или другого аналогичного приспособления. При отсутствии необходимой модульной фрезы можно заточить отрезную. Но это крайний случай, поскольку получить качественный профиль зуба на матрице, а следовательно, и на готовой шестерне, будет весьма проблематично. Увы, работа в обычной провинциальной школе часто заставляет идти на упрощения и компромиссы.
Итак, трудности первоначального этапа преодолены, все необходимые детали пресс-формы изготовлены и подогнаны друг к другу. Можно приступать к самому главному - отливке так нужных нам тарельчатых шестерен. А это, как показала практика, при наличии качественной пресс-формы совсем несложно и доступно даже ученикам 4-5-х классов.
Сборку пресс-формы начинаем с предварительной смазки машинным маслом тех ее частей, которые будут контактировать с пластмассой (желательно, чтобы они были изготовлены из бронзы). Сначала в донышко последовательно устанавливаем матрицу и вкладыш и снизу поджимаем этот узел основанием, а сверху навинчиваем корпус. В его отверстие загружаем сырье - любой термопласт: полиэтилен, капролактам (этот материал в данном случае предпочтительнее, поскольку имеет более высокие прочностные и износостойкие характеристики), полистирол и т.п. Загрузочный материал лучше применять в виде гранул. Однако для кружковцев приобрести гранулированное промышленным способом сырье - задача практически невыполнимая. Как правило, мы его получаем из ненужных флаконов, игрушек и т.п., разрезая их на кусочки размерами приблизительно 2х2 мм. Необходимое количество сырья определяется опытным путем: можно использовать весы, положив на одну чашу готовую деталь, а на другую исходный материал по весу чуть больше, чем шестерня.
Засыпав сырье, вставляем в корпус пуансон, навинчиваем стакан и в заключение устанавливаем винт. Собранную пресс-форму помещаем в муфельную печь и нагреваем до температуры, обеспечивающей вязко-текучее состояние пластмассы (определяется по справочнику или опытным путем). После небольшой выдержки достаем пресс-форму из печи, быстро закручиваем винт до упора и резко охлаждаем в воде. Разобрав пресс-форму, извлекаем шестерню и производим ее чистовую доработку.
В результате получаем деталь вполне приемлемого качества, пригодную при изготовлении моторных моделей.
Автор: В.Архипов
 Рекомендуем интересные статьи раздела Моделирование:
Рекомендуем интересные статьи раздела Моделирование:
▪ Ватерлиния из кинопленки
▪ Вместо топлива - волна и ветер
▪ Летающие тарелки
 Смотрите другие статьи раздела Моделирование.
Смотрите другие статьи раздела Моделирование.
Читайте и пишите полезные комментарии к этой статье.
<< Назад
 Последние новости науки и техники, новинки электроники:
Последние новости науки и техники, новинки электроники:
Чувства кота, ожидаюшего возвращения хозяина
16.07.2026
Многие владельцы кошек уверены, что их питомцы совершенно равнодушны к уходу человека из дома. Считается, что кошки - независимые существа, которые спокойно переносят одиночество и даже радуются, оставаясь одни. Однако испанские специалисты по поведению животных считают, что реальность гораздо сложнее. Реакция кошки на отсутствие хозяина зависит от ее индивидуального характера, степени привязанности к человеку и привычного распорядка дня.
Кошки хорошо запоминают ежедневные ритуалы своих владельцев. Они способны связывать определенные звуки - звон ключей, шаги у двери или звук закрывающегося замка - с предстоящим уходом человека. Для одних животных эти сигналы означают возможность спокойно лечь спать, а для других становятся причиной беспокойства и длительного ожидания возвращения хозяина. Таким образом, кошка не просто "не замечает" уход, а активно реагирует на связанные с ним изменения в окружающей обстановке.
Исследования поведения кошек показывают, что некоторые из них действи ...>>
Целесообразность приема пробиотиков после курса антибиотиков
16.07.2026
Антибиотики остаются одним из самых мощных инструментов современной медицины в борьбе с бактериальными инфекциями. Однако их действие не ограничивается уничтожением только вредных микроорганизмов. Эти препараты способны существенно влиять на состав кишечной микрофлоры, что часто вызывает вопросы у пациентов: насколько серьезны эти изменения, как долго они сохраняются и нужно ли после курса антибиотиков принимать пробиотики для восстановления. На эти вопросы попытались ответить исследователи, проанализировав имеющиеся научные данные.
Во время приема антибиотиков многие люди сталкиваются с неприятными симптомами со стороны пищеварительной системы: тошнотой, болями или спазмами в животе, а также диареей. Такие реакции возникают потому, что препараты воздействуют не только на возбудителей инфекции, но и на полезные бактерии, которые населяют кишечник и участвуют в пищеварении, синтезе витаминов и поддержании иммунитета.
Некоторые антибиотики, например азитромицин, могут напрямую влия ...>>
Резкое похудение и возврат веса могут навредить сердцу
15.07.2026
Многие люди, желая быстро избавиться от лишних килограммов, прибегают к строгим диетам с резким ограничением калорий. Достигнув желаемого результата, они часто постепенно или быстро возвращаются к прежнему рациону и прежнему весу. На первый взгляд это кажется лишь вопросом внешнего вида, однако ученые предупреждают: постоянные колебания массы тела могут оказывать негативное влияние на сердечно-сосудистую систему и обмен веществ.
Так называемый эффект йо-йо, когда периоды активного похудения сменяются повторным набором веса, становится все более распространенным явлением. Новые исследования указывают на возможную связь между такими циклами и ухудшением работы сердца. Организм способен адаптироваться к изменениям питания, но постоянное повторение резких переходов между ограничением калорий и перееданием создает дополнительную нагрузку на различные системы.
В одном из экспериментов на лабораторных животных исследователи моделировали эффект йо-йо, периодически снижая калорийность рац ...>>
| Случайная новость из Архива Секрет стойкости пены бельгийского пива
09.09.2025
Пена на поверхности бокала пива давно воспринимается как эстетический элемент напитка, однако за ней скрываются сложные физико-химические процессы, изучением которых занялись швейцарские ученые из ETH Zurich. Под руководством профессора Яна Вермана команда провела семилетнее исследование. Цель работы - понять, почему одни сорта пива формируют плотную и устойчивую пену, а другие - нет.
Исследование началось с обычного вопроса одного бельгийского пивовара: "Как вы контролируете процесс брожения?" На что он ответил: "За пеной". Оказалось, что это не просто шутка: устойчивость пены напрямую связана с количеством стадий ферментации и составом белков в напитке.
Наиболее стабильная пена наблюдается у бельгийских сортов с тройной ферментацией, таких как траппистское пиво. Менее стойкая - у сортов с двойным брожением, а наименее стабильная - у лагерных напитков с одноразовой ферментацией. Для сравнения ученые изучили продукцию одной крупной швейцарской пивоварни и отметили, что пена там пока далека от идеала.
Ранее считалось, что ключевую роль играет вязкость пленки на пузырьках: содержащиеся в солоде белки утолщают оболочку и удерживают пену. Однако в пиве с тройной ферментацией механизмы иные. Здесь главным стабилизатором выступают эффекты Марангони - поверхностные токи, возникающие из-за различий в поверхностном натяжении жидкости. Эти токи предотвращают разрушение пузырьков и обеспечивают долговременную стойкость пены.
Особое внимание ученые уделили белку LTP1 (липид-транспортный белок 1). В лагерных сортах он сохраняет исходную структуру и действует как микроскопические сферы, формирующие защитный слой на поверхности пузырьков. В напитках с двойным брожением белки модифицируются и образуют сетчатую структуру, которая усиливает защиту. После третьего брожения LTP1 распадается на фрагменты, один конец которых притягивает воду, а другой отталкивает. Подобная структура делает пену максимально устойчивой, напоминая действие поверхностно-активных веществ в бытовых моющих средствах.
Результаты исследования показывают, что пивная пена - это не просто украшение бокала. Механизмы стабилизации пузырьков важны и в других областях: машиностроении, экологии и пищевой промышленности. Например, избыточная пена в смазочных маслах электромобилей может быть нежелательной, а знания о белковых структурах позволяют создавать биопены для молочной промышленности и устойчивые ПАВы без фтора и силикона. Команда ETH Zurich уже сотрудничает с компаниями, такими как Shell, для применения этих открытий на практике.
Как подчеркивает профессор Ян Верман, "пиво само по себе нашло эффективный способ управлять сложными механизмами - нам остается только учиться у него". Этот пример показывает, как привычные вещи повседневной жизни могут служить источником ценных научных открытий и вдохновлять на новые технологии.
|
Другие интересные новости:
▪ Передача сообщения при помощи электронной телепатии
▪ Новый рекорд скорости для электрокаров
▪ Аквариумные рыбки для космонавтов
▪ Помощь ребенку с домашним заданием не приносит пользы
▪ 2D материал толщиной в 1 атом
Лента новостей науки и техники, новинок электроники
Интересные материалы Бесплатной технической библиотеки:
▪ раздел сайта Электронные справочники. Подборка статей
▪ статья Минувших дней очарованье. Крылатое выражение
▪ статья Какую курицу воины-мусульмане русской императорской армии попросили заменить на джигита? Подробный ответ
▪ статья Глазуровщик изделий строительной керамики. Типовая инструкция по охране труда
▪ статья Считыватель штрих-кодов. Энциклопедия радиоэлектроники и электротехники
▪ статья Несколько карт появляются попеременно вверху и внизу колоды. Секрет фокуса
Оставьте свой комментарий к этой статье:
Главная страница | Библиотека | Статьи | Карта сайта | Отзывы о сайте

www.diagram.com.ua
2000-2026


