|
|






 Arabic
Arabic Bengali
Bengali Chinese
Chinese English
English French
French German
German Hebrew
Hebrew Hindi
Hindi Italian
Italian Japanese
Japanese Korean
Korean Malay
Malay Polish
Polish Portuguese
Portuguese Spanish
Spanish Turkish
Turkish Ukrainian
Ukrainian Vietnamese
Vietnamese
ЭНЦИКЛОПЕДИЯ РАДИОЭЛЕКТРОНИКИ И ЭЛЕКТРОТЕХНИКИ Таймер для аппарата точечной сварки. Энциклопедия радиоэлектроники и электротехники
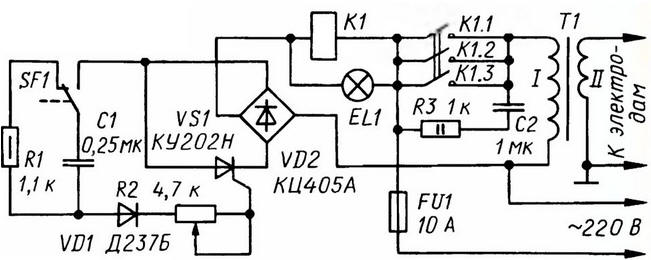
Энциклопедия радиоэлектроники и электротехники / Сварочное оборудование Корпус - это завершающий элемент любой сколько-нибудь крупной электрической или электронной конструкции. На его изготовление в любительских условиях зачастую уходит не меньше времени, чем на сборку и налаживание устройства, для которого предназначен. Обычно корпусы радиолюбительской и промышленной аппаратуры изготавливают из листовой стали для обеспечения высокой механической прочности. Кроме того, такой корпус особенно предпочтителен в тех случаях, когда конструируемое устройство необходимо экранировать от внешних электрических или магнитных полей. При изготовлении корпусов часто используют заклепочные или резьбовые соединения. Намного облегчить изготовление корпусов, коробок, а также соединение отдельных конструктивных элементов можно, применив точечную электросварку. Описываемое ниже устройство представляет собой один из практических вариантов аппарата точечной электросварки. За основу взят описанный в статье Е. Годыны "Электросварочный аппарат" ("Радио", 1974, № 12, с. 39- 41), позволяющий сваривать различные детали из листовой стали, а также стальную проволоку. Механически и кинематически наш аппарат от него почти не отличается. Разница заключается в существенно доработанном электронном дозаторе длительности импульса сварочного тока. Как известно, в соответствии с законом Джоуля-Ленца количество теплоты W, выделяемой в точке контакта свариваемых деталей, зависит от длительности t импульса тока I и электрического сопротивления R току через контакт: W=R*t*I^2 При расчете сварочного тока и длительности импульса сопротивление считают исходным параметром, так как его в первом приближении можно определить, зная материал свариваемых деталей, их толщину и требуемую температуру сварки. Согласно закону Джоуля-Ленца, увеличение сопротивления должно увеличивать количество выделяющейся теплоты. Но по закону Ома I=U^2/Z, где U2 - напряжение на вторичной обмотке сварочного трансформатора; Z - полное сопротивление вторичного контура, в которое входит и сопротивление контакта R. Поэтому при увеличении R уменьшится I, а он входит в формулу закона Джоуля-Ленца в квадрате. Количество теплоты, выделяющейся при сварке, зависит от соотношения R и полного сопротивления Z вторичного контура. Чем меньше Z, тем больший сварочный ток можно обеспечить при том же U2. При этом чем меньше R по сравнению с Z, тем меньше бесполезные потери мощности на нагревание вторичной обмотки трансформатора Сварка с малым сопротивлением вторичного контура сопровождается нестационарностью нагревания и, как следствие, нестабильностью качества соединений. Минимизировать этот недостаток можно надежным сжатием деталей и зачисткой их поверхности, что обеспечит постоянство R. Оптимизировать режим сварки при неизменном значении напряжения U2 оказывается удобнее всего регулированием длительности t импульса сварочного тока. Схема электронного блока сварочного аппарата показана на рис. 1.
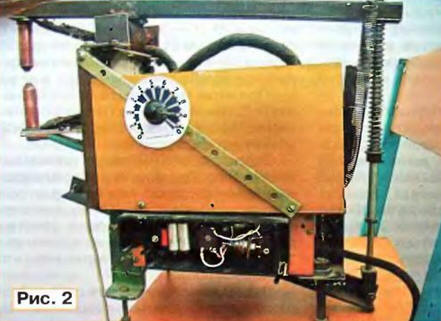
В исходном состоянии сварочный трансформатор Т1 обесточен, поскольку контакты К1.1-К1.3 реле К1 разомкнуты. Обмотка реле К1 переменного тока, включенная во входную диагональ диодного моста VD2, также обесточена. Несмотря на то что к тринистору приложено выпрямленное напряжение сети, мост тока не проводит, поскольку тринистор VS1, замыкающий выходную диагональ диодного моста, закрыт. Конденсатор С1 шунтирован резистором R1 и поэтому разряжен. Переключатель SF1 установлен на раме сварочного аппарата и связан с педалью, управляющей сжатием свариваемых деталей электродами, так, что переключение происходит в конце хода педали. В момент переключения конденсатор С1 начинает заряжаться, зарядный ток открывает тринистор VS1, который замыкает выходную диагональ диодного моста VD2, и он подключает к сети обмотку реле К1. Одновременно с этим вспыхивает лампа EL1. Реле срабатывает, и замкнувшиеся контакты К1.1 -К1.3 подключают к сети первичную обмотку сварочного трансформатора Т1. Мощный импульс переменного тока, возникающий во вторичной цепи, разогревает металл свариваемых деталей в точке сжатия электродами до температуры плавления. Через некоторое время зарядный ток конденсатора С1 спадает настолько, что уже не может открыть тринистор VS1 при очередном полупериоде напряжения сети. Поэтому тринистор остается закрытым. Обмотка реле К1 теперь обесточена. Контакты К1.1 - К1.3 реле размыкаются и отключают сварочный трансформатор от сети. Этим завершается процесс сварки очередной точки. Педаль аппарата отпускают и подготавливают его к сварке следующей точки. При отпускании педали контакты SF1 возвращаются в исходное положение и конденсатор С1 разряжается через резистор R1. Время, в течение которого тринистор в каждом полупериоде сетевого напряжения открывается, при указанных на схеме номиналах конденсатора С1 и резистора R1 можно изменять в пределах от 0,1 с до нескольких секунд. Таким образом, электронный узел сварочного аппарата представляет собой сочетание формирователя мощного токового импульса и реле времени, определяющего длительность этого импульса. Сварочный ток в импульсе может достигать 1500...2000 А в зависимости от материала и толщины свариваемых деталей. Потребляемый от сети ток не превышает 8 А. Цепь R3C2 предназначена для гашения искр между контактами К1.1-К1.3 и уменьшения создаваемых помех. Лампа накаливания EL1 мощностью 60 или 75 Вт на напряжение 220 В служит для обеспечения более устойчивой работы тринистора при значительной индуктивности обмотки реле К1. Диод VD1 предотвращает возможность появления отрицательного напряжения на управляющем переходе тринистора. В качестве реле в блоке использован магнитный пускатель ПМЕ-071 МВУХЛЗ АC3 с обмоткой на переменное напряжение 220 В и тремя парами рабочих контактов. Тринистор установлен на медном теплоотводящем крепежном уголке с полезной площадью поверхности около 8 см2. Конденсаторы С1, С2 - любого типа, причем С2 следует выбрать на номинальное напряжение не менее 630 В. Переменный резистор R2 - любой, с линейной характеристикой Сварочный трансформатор Т1 переделан из лабораторного регулировочного ЛАТР-9 (РНШ) Его обмотка содержит 266 витков провода диаметром 1 мм. Движок и контактный ролик демонтируют, свободную от изоляции контактную дорожку на обмотке очищают от пыли, покрывают лаком, после чего обмотку изолируют лакотканью. Выводы от обмотки, которая будет служить первичной, выполняют гибким изолированным проводом сечением 1,5...2 мм2. Вторичную обмотку наматывают многопроволочным медным проводом сечением по меди не менее 80 мм2 в теплостойкой наружной изоляции. Число витков - 3. Электронный блок размещен в нижнем отсеке корпуса сварочного аппарата (рис. 2). На боковую панель выведена ручка регулирования длительности токового импульса, проградуированная в секундах.
Информацию о многих отсутствующих в статье аспектах конструкции, о работе и эксплуатации сварочных аппаратов можно найти в книге Геворкяна В. Т. "Основы сварочного дела" (М.: Высшая школа, 1991). Правильно собранный аппарат, как правило, не требует налаживания, необходимо только отградуировать шкалу регулятора выдержки времени R2. Здесь, однако, уместно заметить, что временные границы этой шкалы сильно зависят от параметров примененного в аппарате экземпляра тринистора VS1. Поэтому в отдельных случаях может оказаться целесообразной подборка более подходящего экземпляра тринистора и конденсатора С1. Перед тем как начать сварку подготовленных деталей, следует предварительно опытным путем определить оптимальную длительность сварочного импульса для каждого сочетания их толщины и материала. При слишком коротком импульсе соединение будет непрочным, а при излишне длинном - не исключен сквозной прожог деталей. Аппарат позволяет сваривать проволоку диаметром до 3 мм стальную и из нержавеющей стали, медную луженую - до 2 мм, стальные листы - толщиной до 1,1 мм. Вид на аппарат спереди-сверху представлен на рис. 3.
Следует иметь в виду, что сварка часто сопровождается искрами из точки контакта металлов, поэтому необходимо ознакомиться с правилами техники безопасности и строго их соблюдать. Работать с аппаратом можно только в негорючей одежде, в рукавицах и с защитной маской на лице. Авторы: Г.Чикетаев, Б.Каримов, г.Бишкек, Киргизия
Искусственная кожа для эмуляции прикосновений
15.04.2024 Кошачий унитаз Petgugu Global
15.04.2024 Привлекательность заботливых мужчин
14.04.2024
▪ Смартфон Meitu Phone 2 с камерами 13 Мп ▪ Аккумуляторные батареи Ampd Energy для больших башенных кранов. ▪ Нанопродукты могут быть опасны ▪ Микропластик попадает в органические удобрения ▪ Новое применение ультразвуковым аппаратам
▪ раздел сайта Справочник электрика. Подборка статей ▪ статья Тиристоры и динисторы. Справочник ▪ статья Какая религиозная организация зачислила в свои ряды Гомера и Барта Симпсонов? Подробный ответ ▪ статья Коричник китайский. Легенды, выращивание, способы применения ▪ статья Заземление. Энциклопедия радиоэлектроники и электротехники ▪ читать в Бесплатной технической библиотекестатья Опыты с аммиаком. Химический опыт
Комментарии к статье: Николай Спасибо, всё ясно и понятно.
Главная страница | Библиотека | Статьи | Карта сайта | Отзывы о сайте
www.diagram.com.ua |


 Оставьте свой комментарий к этой статье:
Оставьте свой комментарий к этой статье: